
Titanium Extrusions for Aerostructures
Machining from Extrusion vs. Bar: A Cost Benefit Analysis
By:John Silk
Aerospace Product Manager, Plymouth Extruded Shapes
jsilk@plymouth.com
Introduction
With as much emphasis on cost effective material and manufacturing solutions as there is today, it is more important than ever to discuss the benefits of using steel, nickel alloy and titanium extruded shapes to enhance a company's competitive position. Extruded shapes can provide significant material and cost savings, streamline manufacturing and improve yield. If considered early in the design stage, extrusions can reduce the number of different raw material parts and can minimize additional production steps such as welding, assembly and heavy machining. Actually, extrusions can provide an economical alternative to machining from forgings, castings, bar or plate stock.
Today, applications for solid and hollow near-net extruded shapes in the manufacturing and processing industries are very diverse. Manufacturers and machine shop fabricators are specifying extrusions in carbon, alloy and stainless steel, nickel-based alloy, and titanium to reduce material, labor and production costs. Applications can be found in: aerospace and defense; composites manufacturing; chemical, food and pharmaceutical processing; architectural and construction; automotive and off-road equipment; power industry, wastewater treatment; and shipbuilding and marine applications.
Extrusion Process
Extruded shapes are formed in a process that, in simple terms, applies intense pressure to a billet of hot metal and forces it through a die that yields the desired shape over a length. Bar is cut to designated length billets, generally optimized to meet the desired length multiples of the customer. The billet is radiused on the lead or nose end. The small radius, added to the nose end, serves to allow the material room for movement when pressure is applied. It aids in the deformation or initial flow of the steel. Once the billet is prepared, it is time to add heat. Induction is used to heat the billet. The suggested temperature for extrusion of 6Al-4V Titanium is approximately 2100°F. The heating process is very critical to the proper formation of the extrusion. If it is too hot, many different types of surface defects may be generated. If it is not heated sufficiently, then there may be no extrusion result, i.e. flow of titanium through the die or aperture.
After heating, the billet is coated with glass, which acts as a lubricant to the die during the flow and formation of the extruded piece. The coated heated billet is positioned in the press and is pushed forward by the ram into the container that holds the die. The die is a crucial element in the formation of any extrusion. Dies may be cast or machined depending upon the size of the extruder. Plymouth uses a cast die and uses each die only once, and then it is recycled. The benefit of one die to one billet is a better surface quality and less part to part variation.
The extrusion is air or water quenched once it exits from the press. The piece is taken to a straightening operation where bow and twist are removed. Steel shot blasting is then done to remove the thin film of hardened glass that was used for a lubricant. This also produces a uniform matte finished surface. Plymouth "chem-mills" the titanium by immersion in a chemical bath to remove the alpha case - a hard oxide surface formed as a result of various process heating requirements. This in-house process enhances cutting tool performance and machinability if further finishing is required.
The extrusions are then taken to an inspection area where a 100% visual inspection is performed. A lot-size sample is taken for dimensional inspection of the cross-section. These same sample pieces are inspected for bow and twist. The extrusions are then cut to their designated lengths and packed in accordance with shipping instructions.
Extrusion Characteristics
Transverse flatness, bow and twist, and angularity are all important characteristics of the finished product and ultimately affect how the shape nests and behaves when machined. The elements of cost of an extrusion are: cross-section shape, length, material grade, specification and any special processing requirements.
Extrusion Benefits
- The use of extrusions over bar stock can decrease the amount of waste material.
- Less waste means decreased waste storage and waste handling.
- Extrusions are lighter per foot versus bar and this reduces raw material freight costs.
- Lighter weight also makes material handling easier.
- Extrusions can reduce the amount of machining time or operations. Less machining or operations means: better cycle-time to finish a part, faster turn-around for the customer; and less labor cost and associated operational costs.
- In some instances sawing or material handling operations are eliminated.
- In some applications the extrusion may be used as a net-shape.
- Another advantage of extruded shapes is the flexibility to make changes to the near-net shape quickly, without a large amount of tooling re-work. This is of interest to those who may have dealt with rolling mills or cold draw processes as changes to dies in these processes can be very expensive and time consuming.
- Extrusions may also offer shorter lead times than other processes. Typically, titanium extrusions may be ordered and shipped in 3-5 weeks depending upon order size and material availability.
- Low minimum order quantities of 250 pounds for titanium means short run practicality.
Extrusion Examples
Cost effective corrosion resistant titanium extrusions were chosen for seat track for wet areas on commercial jet saving nearly 4000 lbs. of titanium per aircraft.
Some other cost saving titanium extrusions for aerospace applications include: F-18 Stabilizer spar, joggles for the MD-90 engine pylon assembly, aft pylon box, wing slats, flash butt welded engine rings, door lift spline gear and a nacelle component.
Titanium Extrusion Case Study
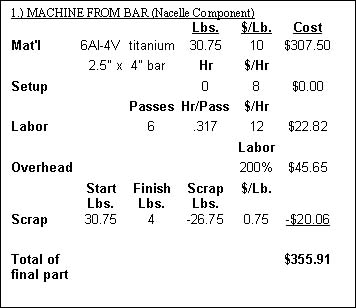
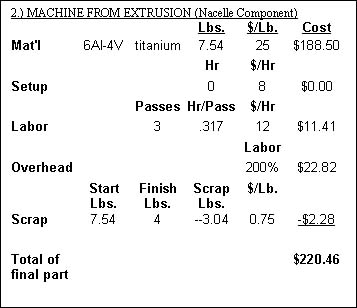
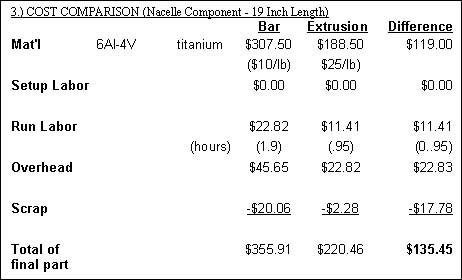
 A manufacturer of nacelle components of 6Al-4V titanium changed from machining 2-1/2 inch x 4 inch bar stock to an extrusion and cut machining time in half from 6 passes to 3. They saved approximately 57 minutes of machining time per piece (19 inches long), approximately 39% in raw material cost and close to a 38% reduction in total cost including overhead. Key data about material weight and cost, and assumptions about labor rate and overhead are included in the charts below.
A manufacturer of nacelle components of 6Al-4V titanium changed from machining 2-1/2 inch x 4 inch bar stock to an extrusion and cut machining time in half from 6 passes to 3. They saved approximately 57 minutes of machining time per piece (19 inches long), approximately 39% in raw material cost and close to a 38% reduction in total cost including overhead. Key data about material weight and cost, and assumptions about labor rate and overhead are included in the charts below.
Conclusion
In short, machining extruded shapes can save waste, time and money and aid competitiveness versus machining from bar. As demonstrated in the variety of potential shapes and applications, the possibilities are unlimited.